In many factories, performance problems are easy to see but hard to explain. Orders are late, work-in-progress keeps growing, operators wait for parts, and managers add overtime without seeing a lasting improvement. This is often the result of a manufacturing bottleneck.
A strong improvement programme does not begin with blame. It begins with a clear view of flow. The goal is to understand where work slows down, why it slows down, and what action will release more output across the full system. This is where structured analysis becomes valuable.
For manufacturers, the prize can be significant. NIST highlights lean and process improvement benefits such as increased productivity, reduced lead time, reduced inventory, and faster quality problem resolution. McKinsey also notes that many supply chains remain exposed to disruption, with only a quarter of surveyed supply chain executives reporting formal board-level processes for supply chain issues. In simple terms, firms that understand their constraints are better placed to protect service, cost, and growth.

What Is a Bottleneck and Why Does It Matter?
A bottleneck is the part of a process that limits the speed or volume of the whole operation. It may be a machine, a team, a supplier, a quality gate, a planning rule, or even a slow approval step. When one point cannot keep up, the entire system adapts around it, usually in expensive ways.
The most visible signs include longer queues, missed delivery dates, high overtime, excess inventory before one step, and idle time after another step. However, the true constraint is not always the area with the loudest complaint. A machine may look busy because it is processing the wrong mix. A warehouse may look full because planning rules are creating too many batches. This is why the bottleneck in production must be tested with data, not opinion alone.
The Business Cost of Hidden Constraints
A hidden constraint does more than slow production. It changes behaviour across the business. Sales teams promise dates they cannot support. Planners build buffers. Supervisors chase parts. Operators switch tasks too often. Finance sees margin pressure, but the root cause may sit deep inside the operating rhythm.
The cost usually appears in five areas:
- Lower output from the same assets
- Higher labour cost from overtime and expediting
- More inventory held “just in case”
- Poorer customer service and weaker delivery confidence
- Slower improvement because teams solve symptoms instead of causes
This is why leaders need a clear operating fact base. The aim is not to make every workstation equally busy. The aim is to improve total flow to the customer.
How to Identify the Constraint
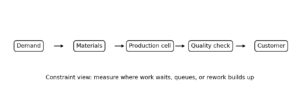
A practical approach starts with four questions: Where does work wait? Where does rework repeat? Which step controls delivery speed? Which decision or resource creates the longest delay?
Most teams should combine three views. First, walk the process and observe how work moves. Second, use data such as cycle time, takt time, queue time, scrap, changeover time, schedule adherence, and on-time delivery. Third, bring operators, planners, maintenance teams, and supervisors into the discussion because they often know where flow really breaks. Practical lean manufacturing tools such as value stream mapping and root cause analysis can help turn these observations into evidence rather than opinion.
This makes the bottleneck process in manufacturing easier to separate from normal variation. For example, a workstation may be slow on Monday because materials arrive late, but the actual constraint may be supplier release, not the workstation itself.
A Simple Bottleneck Analysis Framework
A clear framework keeps teams focused on facts and business impact. The following table can be used in a daily operations review or a short improvement sprint.
| Step | Question to answer | Useful data | Output |
| Map the flow | How does work move from order to delivery? | Value stream map, routing, handoffs | Shared view of the system |
| Measure the wait | Where does work queue or stop? | Queue time, WIP, ageing, downtime | Likely constraint points |
| Test the cause | Why does this point restrict flow? | Changeover, skills, parts, scrap | Root-cause shortlist |
| Prioritise action | Which fix improves total output fastest? | Cost, capacity gain, risk | Focused action plan |
| Control the gain | How will performance stay stable? | Daily KPIs, standard work | Sustained improvement |
This structure also supports bottleneck analysis in lean manufacturing because it connects waste, flow, standard work, visual management, and continuous improvement. The analysis should not end with a presentation. It should end with visible changes in work, timing, and ownership.
Example: How a Constraint Creates Delays

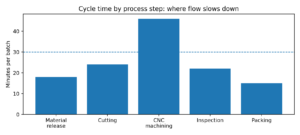
Consider a manufacturer that produces engineered components. Cutting can produce 120 units per shift. Assembly can complete 110. Inspection can check only 70 because one test rig is shared across two product lines. The plant may spend money improving cutting or assembly, but delivery will not improve much until inspection capacity, scheduling, or testing rules are addressed.
This is a simple example of bottleneck in supply chain thinking as well. If a key supplier ships a critical component twice a week, but customer demand changes daily, the factory may carry too much stock for some products and still be short of the one part that matters. The constraint is not only inside the plant. It sits across planning, supply, and customer demand.
In both cases, the manufacturing bottleneck should be treated as a system issue. The right question is not “who is slow?” The right question is “what is preventing the full value stream from moving at the speed customers require?”
Actions That Usually Release Capacity
The best action depends on the cause, but several practical moves are common across sectors:
- Reduce changeover time so the constraint spends more time producing good output.
- Protect the constraint from interruptions, missing materials, and unclear priorities.
- Move non-critical work away from the constrained step where possible.
- Improve first-time quality before the constraint so scarce capacity is not wasted on defects.
- Use cross-training to reduce skill dependency on one person or one shift.
- Change batch sizes to improve flow instead of maximising local efficiency.
These actions work best when they are connected to daily management. Teams need simple visual signals, clear escalation rules, and a short review cycle. Many manufacturers strengthen this rhythm through lean management practices that make problems visible every day, not only during monthly reviews.
The improvement work should also be practical for the people closest to the process. Simple lean techniques such as standard work reviews, short problem-solving sessions, and team-led improvements can help operators remove small sources of delay before they become larger constraints.
What Good Looks Like
A well-run constraint programme is practical and measurable. It should show where the constraint is today, how much capacity is being lost, which actions will release flow, who owns each action, and which metric will prove success.
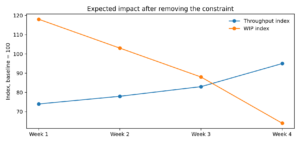
Good performance indicators include throughput per shift, schedule attainment, on-time delivery, WIP ageing, queue time, first-pass yield, and changeover time. The most useful metric is often not one number, but the link between them. For example, lower WIP with higher on-time delivery is a strong sign that flow is improving, not just that inventory has been reduced.
Leaders should also avoid one common trap: improving a non-constraint because it is easier. This may create local savings, but it rarely changes customer outcomes. The bottleneck process in manufacturing should receive the best planning discipline, the strongest problem-solving support, and the clearest daily management.

When to Bring in External Support
Some companies can identify and fix the first constraint internally. Others need an outside view when the causes cross functions, sites, suppliers, or leadership routines. In those cases, working with an experienced operations and supply chain consulting firm can help leaders build the fact base, align teams, and move from analysis to measurable execution.
Turning Bottleneck Analysis Into Better Flow
A manufacturing bottleneck is not just an operational inconvenience. It is a signal that the system needs focus. When teams identify the real constraint, protect it, improve it, and then repeat the process, they can increase output, reduce waste, improve delivery, and make better use of existing assets.
The strongest results come when analysis is simple, data-led, and close to the shop floor. This gives manufacturers a clearer way to improve performance without adding unnecessary cost or complexity.